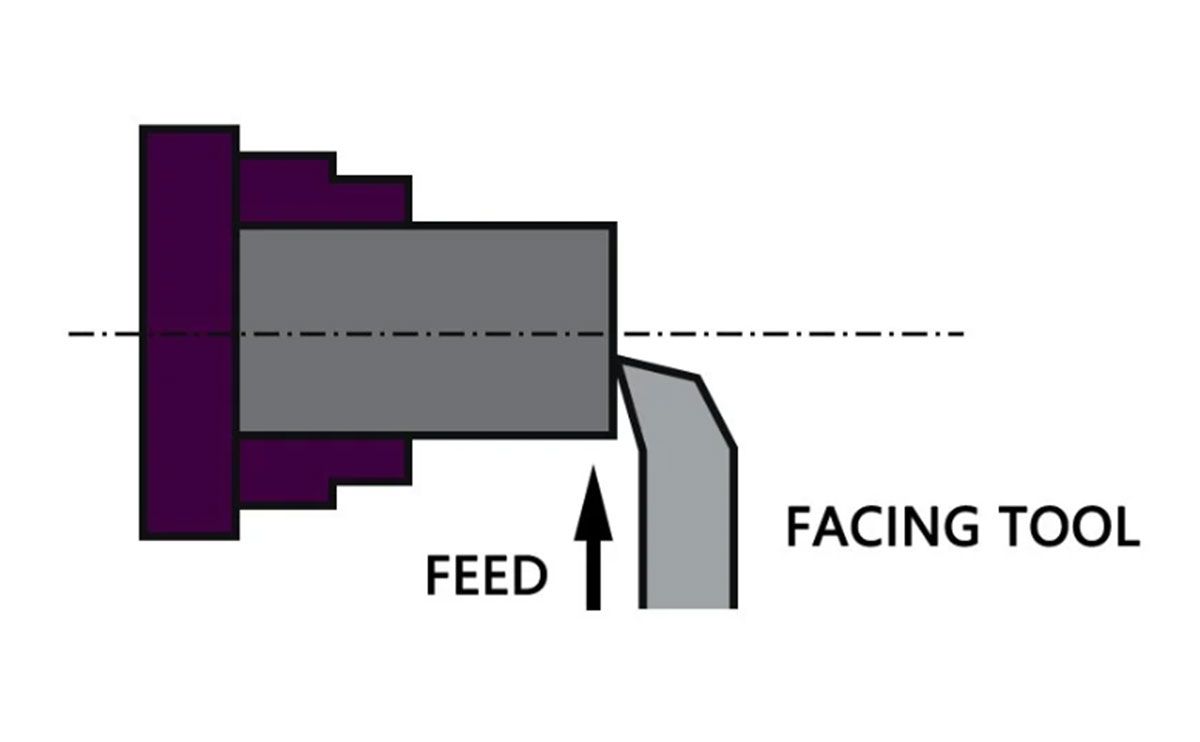
嘉坤机械 数控车床进行哪些操作? 发布自 管理 2026 年 3 月 24 日 在 2026 年 1 月 29 日 0 数控车床进行哪些操作? 显然,数控车床是市场上最受欢迎的车床,让我们来详细了解一下它。CNC 的意思是计算机数控,因其工作速度快、精度高,在现代社会被广泛用作车床。.机床由计算机程序控制。一旦程序被加载到计算机中,机床就会开始高速、高精度地运转。甚至还有一种预先计划好的编程机床,一旦设定了各种任务的代码,机床就可以开始运行,而无需再次更改代码。经过初始设置后,一个半熟练的工人就可以轻松地操作机器。这类车床与绞盘车床和转塔车床一样,也可用于大规模生产,但没有编程送料系统。这些车床生产的零件尺寸公差极小。. 数控车床包括哪些操作? 数控车床是一种多功能机床,几乎可以进行任何操作,但一般来说,我们主要使用数控车床进行定心、端面加工、车削、倒角、滚花、螺纹切削、钻孔、镗孔、铰孔、旋压、攻丝和分型。. 车床定心操作: 当工件必须夹在两顶尖之间时,我们采用这种操作方法在工件表面开一个锥形孔,作为车床顶尖的轴承支撑。(毛坯有两种类型:头座和尾座)。 车床上的端面加工: 端面加工的目的是使工件的两端沿加工轴线或在一定时间内形成光滑的平面。.在此操作中,1.使用三爪或四爪卡盘将工件固定在头架主轴上。.2.以所需的转速启动机器,旋转作业。.3.在垂直于作业轴线的方向上提供所需的进给。. 车床中的车削操作: 从工件上去除多余材料以形成锥形或圆柱形表面的过程。. 有 几种车削加工, 它们是 直线转弯 这一操作是通过去除多余的材料,制造出圆柱形表面。工件,见以下方式1.用合适的工件夹持装置固定工件,并确认工件轴线与车床轴线平行。.2.将切削刀具放在刀杆上,使切削刃与工件轴平行或略高于工件轴。.3.将主轴调整到所需的进给速度。.4.根据精加工或粗加工确定切割深度。.5.开始加工过程。.6.启动自动进给,将刀架连同刀具移动到所需长度,然后关闭进给,使刀架返回原位。.7.该过程一直持续到任务完成。. 崎岖的转弯 这是一种通过高进给速度和深切割深度在短时间内去除工件上多余材料的方法。切削深度为 2 至 5 毫米,进给速度为每转 0.3 至 1.5 毫米。. 完成车削 为了获得光滑的表面,精车操作需要高切削速度、低进给率和非常浅的切削深度。精车的切削深度为 0.5 至 1 毫米,进给速度为每转 0.1 至 0.3 毫米。. 锥形车削 以下任何一种方法都可以用来制作锥形。.1.使用成型工具车削锥面2.复式托架可以旋转。.以下任何一种方法都可以用来制作锥形。.3.使用成型工具车削锥面4.复式托架可以旋转。.尾座复位过程借助锥形车削附件尾座复位过程借助锥形车削附件 倒角操作 倒角是一种对工件端部进行倒角的技术,目的是去除毛刺、改善外观并形成螺母螺栓通道。螺纹切削、滚花和粗车均采用这种工艺。. 滚花操作 这是一种在工件上形成粗糙表面以便有效抓取的技术。滚花刀具被刚性地固定在刀杆上,迫使工件旋转,从而在工件表面留下一个完全相同的刀具复制品。 螺纹切割操作 这是在圆柱形或圆锥形表面上制作螺旋形凹槽的操作方法当工件在两个顶尖之间旋转时,纵向进给刀具。. 钻孔作业 钻孔是一种在工件上打孔的操作。在此操作中,工件在车床轴上以车削速度旋转,钻孔工具安装在尾架主轴上。然后通过手动进给将尾架移向工件。. 钻孔作业 在这一过程中,我们可以使用一种被称为镗刀的农用工具,通过向内转动来扩大工件上现有孔的直径。尾架也配有镗刀。. 铰孔操作 铰孔是使用铰刀将钻孔加工成所需尺寸的过程。.该工具连接在尾座上。. 纺纱操作 在此操作中,钣金工件被夹在成形器之间,尾料中心随成形器高速旋转。.工件通过紧固在特定工具柱上的长圆头成形工具压在成形器的外围。这样,工件就会呈现出前一个工件的精确形状。.这是一种无切屑加工方法。. 攻丝操作 我们使用一种名为 "丝锥 "的工具,在孔内制造内螺纹。.在大多数情况下,一个内螺纹要使用三个丝锥。.1.锥形丝锥2.第二次点击3.插头 分离操作 这是在加工过程完成后切断棒料工件的程序。将棒料工件夹在卡盘中,以车速旋转,同时将切断刀具缓慢送入工件,直至到达工件中心。.